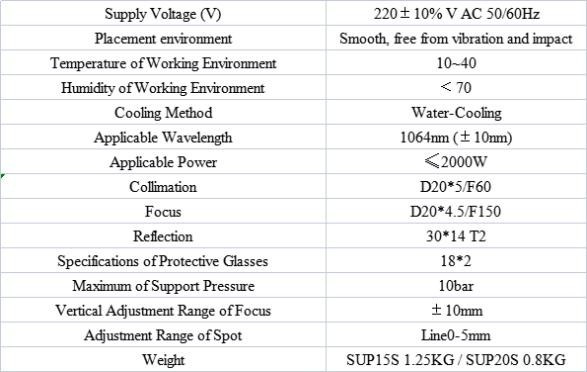
Hand-Held Laser Welding Head SUP 20S


Safety - Safety
Self-developed safety detection system with several safety alarms set, safe and stable
Time saving - efficient and convenient
Focusing mirror and protective mirror drawer, easy to replace
Lightweight ------ lighter and less burden
Smaller size, lighter weight, flexible operation, easy to use
Quality - beautiful welding stable performance
High welding strength, small deformation, high melting depth
Performance - multiple functions
Support handheld continuous welding, spot welding, cleaning, cutting, "hand" "from" - body, password authorization
We are committed to strict quality control and considerate customer service, and our experienced staff will discuss your requirements with you at any time. The company's actual annual production capacity exceeds 100,000 units, and the maximum annual production capacity can reach more than 30,000 units. Our products sell well in all cities and provinces throughout China, and are also exported to customers in the European Union and other countries and regions.
At the same time, we also welcome OEM and ODM orders. Hope we can become close and long-term partners!