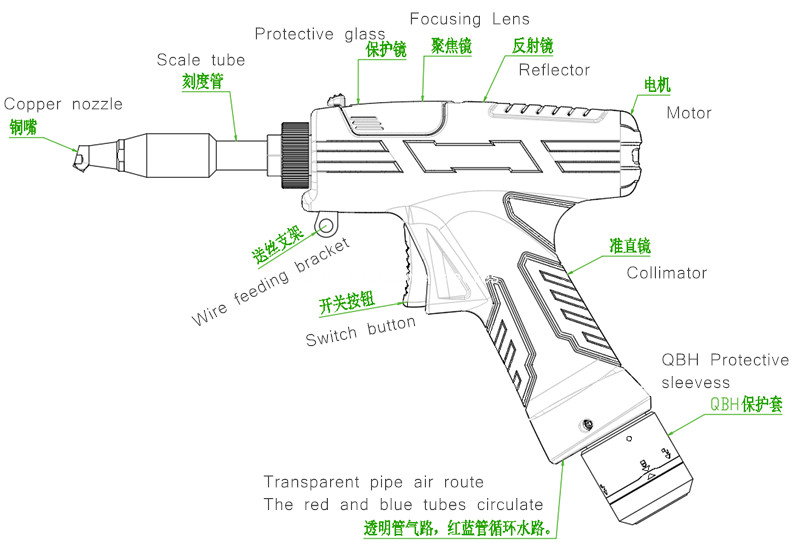
Welding head SUP 21S



Safe. - Safe
Independent research and development of security detection system, set up a number of security alarms, security and stability
Time saving - efficient and convenient
Focus mirror, protection mirror drawer, convenient replacement
Lightness - Lightness reduces load
Smaller size, lighter weight, flexible operation, easy to use
Quality - beautiful welding - stable performance
High welding strength, small deformation, high melting depth
Performance - Multiple features
Support hand-held continuous welding, spot welding, cleaning, cutting, "hand" "since" - body, password authorization
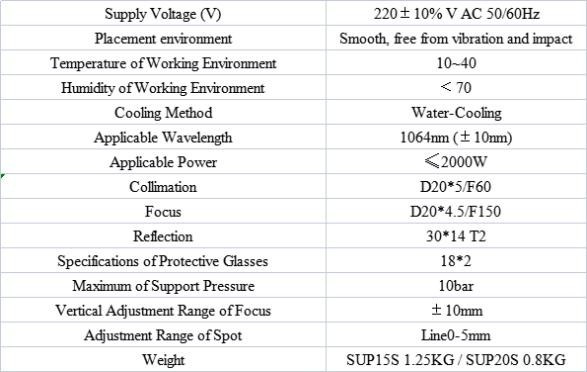
Super welding head is a handheld welding cutting head launched in 2019. The product covers hand-held welding guns and self-developed control systems, and is equipped with multiple safety alarms and active safe power and light-off settings. This product can be adapted to various brands of fiber lasers; the optimized optical and water-cooled design allows the laser head to work stably for a long time under 3000W.
Basic features: Self-developed control system, multiple safety alarms, smaller size, flexible operation and easy to use.
More stable: All parameters are visible, real-time monitoring of the status of the whole machine, to avoid problems in advance, more convenient to troubleshoot and solve problems, to ensure the stable operation of the welding head.
Process: All parameters are visible, the welding quality is more perfect, the deformation is small, and the penetration is high.
Stable parameters and high repeatability: the determined nozzle air pressure and lens state, as long as the laser power is stable, the process parameters must be repeatable. Greatly improve efficiency, while also reducing operator requirements.