
Hand-Held Laser Cleaning Head SUP 22C
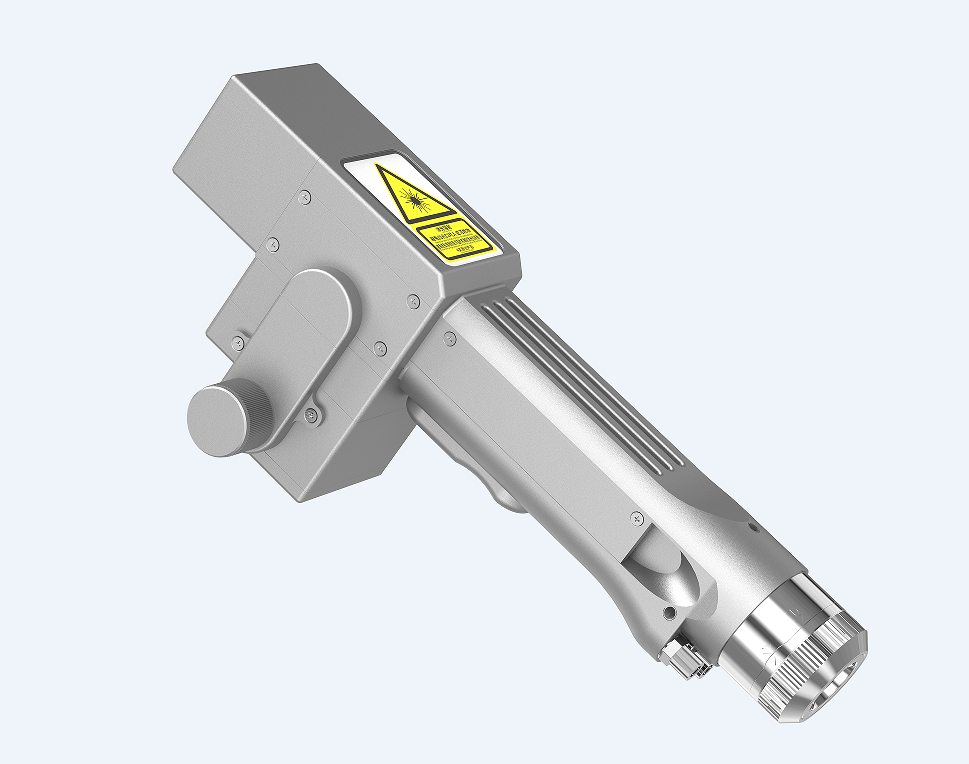
Super welding head is a handheld welding cutting head launched in 2019. The product covers hand-held welding guns and self-developed control systems, and is equipped with multiple safety alarms and active safe power and light-off settings. This product can be adapted to various brands of fiber lasers; the optimized optical and water-cooled design allows the laser head to work stably for a long time under 2000W.
Basic features: Self-developed control system, multiple safety alarms, smaller size, flexible operation and easy to use.
More stable: All parameters are visible, real-time monitoring of the status of the whole machine, to avoid problems in advance, more convenient to troubleshoot and solve problems, to ensure the stable operation of the welding head.
Process: All parameters are visible, the cleaning quality is more perfect.
Stable parameters and high repeatability: the determined nozzle air pressure and lens state, as long as the laser power is stable, the process parameters must be repeatable. Greatly improve efficiency, while also reducing operator requirements.
| Supply Voltge(V) | 220±10%V AC50/60Hz |
| Placement environment | Smooth,free from vibration and impact |
| Temperature of Working Environment | 10—40 |
| Humidity of Working Environment | <70 |
| Cooling Method | Water-Cooling |
| Applicable Wavelength | 1070nm(±10nm) |
| Applicable Power | ≤3000W |
| Collimation | D20*3.5 F50 |
| Focus | D20 F400 concave cylindrical lenses |
| D20 F800 concave cylindrical lenses | |
| Reflection | 20*15.2 T1.6 |
| Specifications of Protective Glasses | D30*5 |
| Maximum of Support Pressure | 15bar |
| Adjustment Range of Spot | Line0-300mm |
| Weight | 1.0KG |
1) Ensure reliable grounding before power supply.
2) The laser output head is connected with the welding head. Please check the laser output head carefully when using it to prevent dust or other pollution. When cleaning the laser output head, please use special lens paper.
3) If the equipment is not used in accordance with the methods specified in this manual, it may be in abnormal working condition and cause damage.
4) When replacing the protective lens, please make sure to protect it.
5) Please note: When using for the first time, Do not emit light when red light is not visible.